Water Electrolysis Process: The Ultimate Guide for Industrial and Pool Water Treatment
Water is a critical resource, and its quality is directly linked to public health. Whether for municipal drinking water, commercial swimming pool maintenance, or water park sanitation, ensuring clean and pathogen-free water is foundational. Since natural water sources contain various microorganisms that pose health risks, effective disinfection is paramount. While numerous methods exist, on-site water electrolysis has emerged as the preferred solution for its convenience, safety, and operational efficiency.
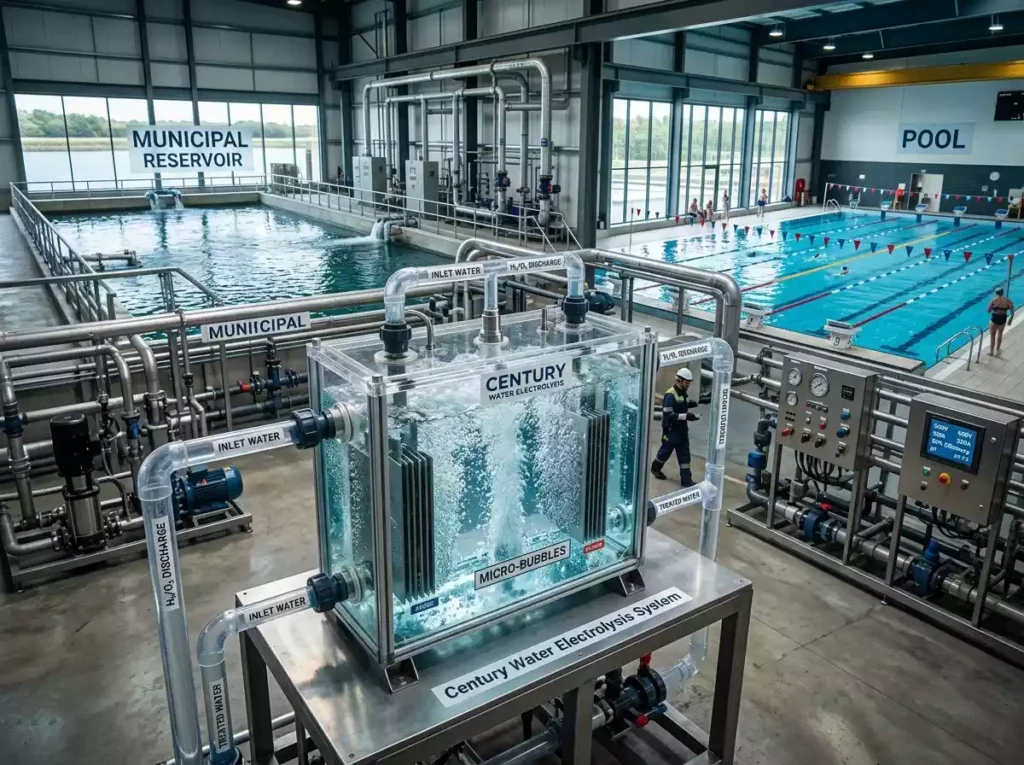
How Does Electrolysis Work in Water Treatment?
The most prevalent method for eliminating harmful organic matter and pathogens is the use of chlorine-based oxidants. By precisely controlling the concentration of ions, the resulting disinfection process remains safe for human contact. To achieve safe and highly efficient disinfection, the optimal approach is on-site sodium hypochlorite generation through the electrolysis of brine (NaCl solution).
Chemical Reactions at the Titanium Anode and Cathode
In the basic electrolysis of pure water, oxygen is generated at the anode while hydrogen is produced at the cathode (as illustrated below). While these specific gases do not provide disinfection properties, the underlying water electrolysis principle remains the same.
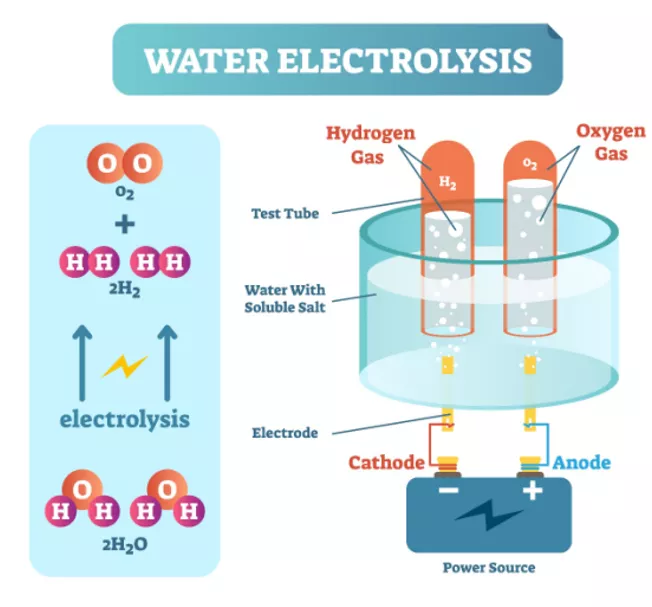
To ensure the electrode remains resistant to oxidation, we utilize valve metal titanium as the substrate, coated with precious metal oxides to form Dimensionally Stable Anodes (DSA). When the electrolyte contains Sodium Chloride (NaCl), it dissociates into Na+ and Cl– ions. Upon electrification, hydrogen gas (H2) is evolved at the cathode, and chlorine gas (Cl2) is generated at the DSA anode.
The Mechanism of Electrochlorination for Disinfection
As described, the chlorine gas evolved at the anode dissolves into the electrolyte to produce Hydrochloric Acid (HCl) and Hypochlorous Acid (HClO). Simultaneously, the hydroxide ions (OH–) generated at the cathode react with the hydrogen ions (H+) at the anode. The final functional products of this electrochlorination process are Sodium Hypochlorite (NaClO) and Hydrogen (H2).
HClO ⇌ H⁺ + ClO⁻
HClO + Na⁺ + OH⁻ = NaClO + H₂O
The overall chemical reaction is as follows:
NaCl + H₂O → NaClO + H₂
Core Advantages of Electrolytic Water Treatment Over Traditional Methods
Traditional disinfection relies on manual chemical dosing using chlorine tablets or powders. These stabilized chlorine products are highly oxidative and hazardous, requiring specialized containers and certified vehicles for transportation from the factory to the end-user. Any leakage during transit poses severe environmental risks. Furthermore, these chemicals require climate-controlled storage to prevent degradation and loss of potency, leading to significant logistical and operational overhead.
In contrast, saltwater electrolysis utilizes common salt (NaCl) to generate powerful oxidants on-demand. Raw NaCl is safe to handle, inexpensive, and environmentally friendly, offering a sustainable alternative with lower total cost of ownership (TCO).

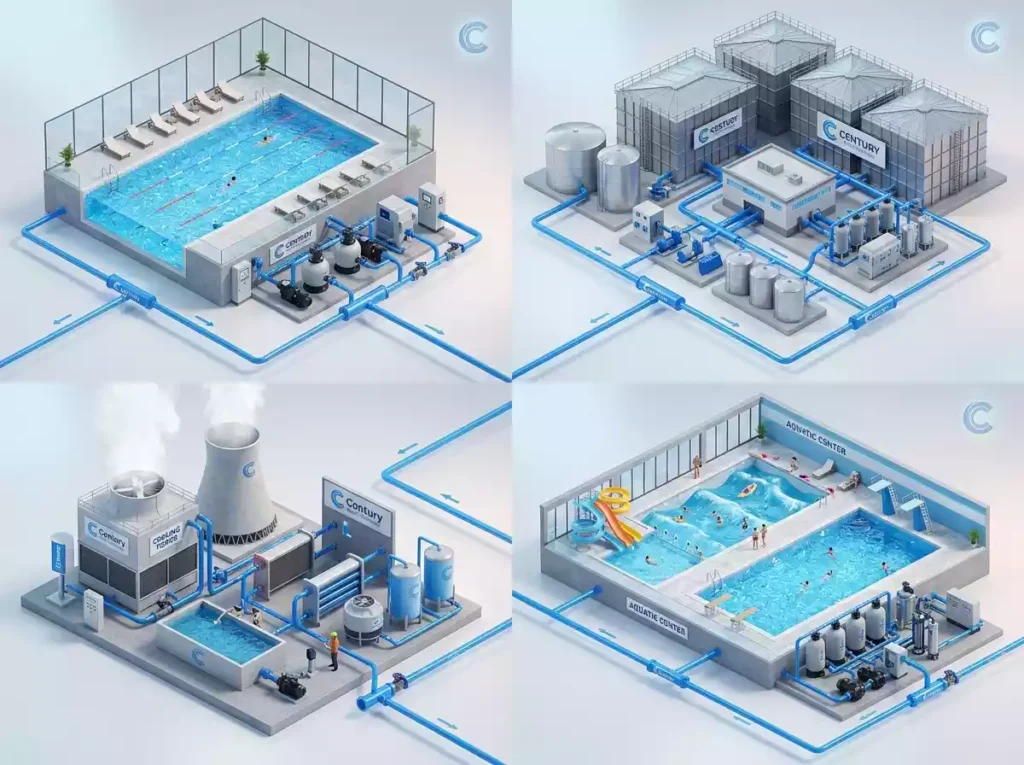
Key Applications: From Swimming Pools to Municipal Water Plants
Reliable water disinfection is required across various sectors. Century provides solutions for:
- Commercial and Residential Swimming Pools
- Large-scale Water Parks and Aquatic Centers
- Municipal Water Treatment Plants
- Industrial Cooling Towers
For any facility requiring hygienic, safe, and cost-effective water treatment, brine electrolysis is the premier choice.
Factors Affecting the Efficiency of Your Electrolytic Cell
The performance of an electrochlorination system depends on the design of the electrolytic cell, which consists of the anode, cathode, and reaction chamber. Operational costs, electrode longevity, and conversion efficiency are the primary concerns for facility managers. These factors are largely determined by:
- Electrode Gap (Inter-electrode spacing)
- MMO Coating Quality
- Operating Current Density
Impact of MMO Coating Quality on Lifespan
The lifespan of the Mixed Metal Oxide (MMO) coating dictates the service life of the entire electrolytic cell. Beyond ensuring the current density remains within specified limits, the intrinsic quality of the MMO coating is decisive.
At Century, our MMO coating specifications—including lifespan, current density tolerance, and electrode geometry—are fully customized to meet specific client requirements. Our manufacturing process strictly adheres to ISO 9001 quality management standards. Every batch undergoes sample retention and Accelerated Life Testing (ALT) to guarantee that our products meet the rigorous demands of industrial water treatment.
Conclusion & Custom Electrochlorination Solutions
If you require high-performance products for electrolytic water treatment, contact Century today. We provide professional technical solutions and premium-grade components tailored to your disinfection needs.