Skid-Mounted & Modular Sodium Hypochlorite Generators
Century manufactures highly efficient, fully integrated skid-mounted sodium hypochlorite generators designed to streamline your industrial water disinfection processes. By consolidating the entire electrochlorination plant onto a single, heavy-duty structural frame, our turnkey onsite chlorine system provides a rapid-deployment solution that entirely eliminates the regulatory hazards and logistical costs associated with bulk liquid chlorine transportation and storage. Operating securely on basic raw materials—standard industrial salt, water, and electricity—these compact, robust units continuously produce a potent 8,000 ppm active chlorine solution directly at your facility’s point of use. Engineered for municipal water plants and demanding industrial sites, Century’s skid-mounted systems deliver reliable, fresh oxidation exactly when and where you need it.

Core Advantages of Modular Electrochlorination
Transitioning to a pre-assembled, modular OSHG unit fundamentally optimizes both your capital deployment and your ongoing facility maintenance:
- Rapid Deployment & Installation: Our pre-assembled skid design drastically reduces the need for extensive on-site engineering and complex piping work. Because the unit arrives pre-wired and pre-plumbed, the primary mechanical and electrical connections can be completed rapidly, allowing the system to become operational in as little as 15 minutes.
- Intelligent Modular Architecture: We engineer our modular electrochlorination equipment for maximum reliability and ease of maintenance. The modular design ensures that if a specific component requires servicing, operators can quickly locate the issue, isolate the part, and replace it without shutting down the entire facility’s water treatment infrastructure, thereby minimizing production downtime.
- Maximized Floor Space: By thoughtfully integrating the water softening unit, brine preparation tanks, DC rectifiers, and the primary electrolysis cell onto a single compact chassis, facilities can maximize their available operational footprint.
- Uncompromising Operational Safety: Generating a safe 8,000 ppm sodium hypochlorite solution on-site eliminates the need for high-pressure hazardous gas storage. In the event of an accidental solution leak, the generated product can be safely neutralized with water, ensuring zero environmental contamination and simplifying your Process Safety Management (PSM) compliance.
System Component Breakdown
Unlike decentralized systems that require complex site assembly, each packaged hypochlorite plant is meticulously assembled and rigorously tested as a complete loop at our manufacturing facility. A standard Century skid features the following premium, fully integrated components:
- Structural Support Frame: A heavy-duty profile frame designed to withstand harsh industrial and coastal environments.
- Brine Preparation & Dilution Unit: Tap water flows through an integrated softener into the salt tank, dissolving the salt into a saturated (25%) brine. This is then precisely diluted to the optimal 3%-5% concentration required for efficient electrolysis.
- Electrolysis Core Assembly: The heart of the system utilizes pure titanium anodes coated with Century’s proprietary Ruthenium-Iridium (Ru-Ir) oxides. This premium coating ensures maximum electrochemical efficiency and longevity.
- Power & PLC Control Center: Features a highly stable electrolysis power supply and an intuitive PLC control unit. The control system manages the precise flow of the solution and can be engineered with single-button start protocols for effortless operator management.
- Precision Dosing & Instrumentation: The skid is fully equipped with magnetic circulation pumps, electromagnetic valves, flow meters, and regulating valves to ensure the exact required dosage of hypochlorite is delivered to your process stream.

Industrial & Municipal Applications
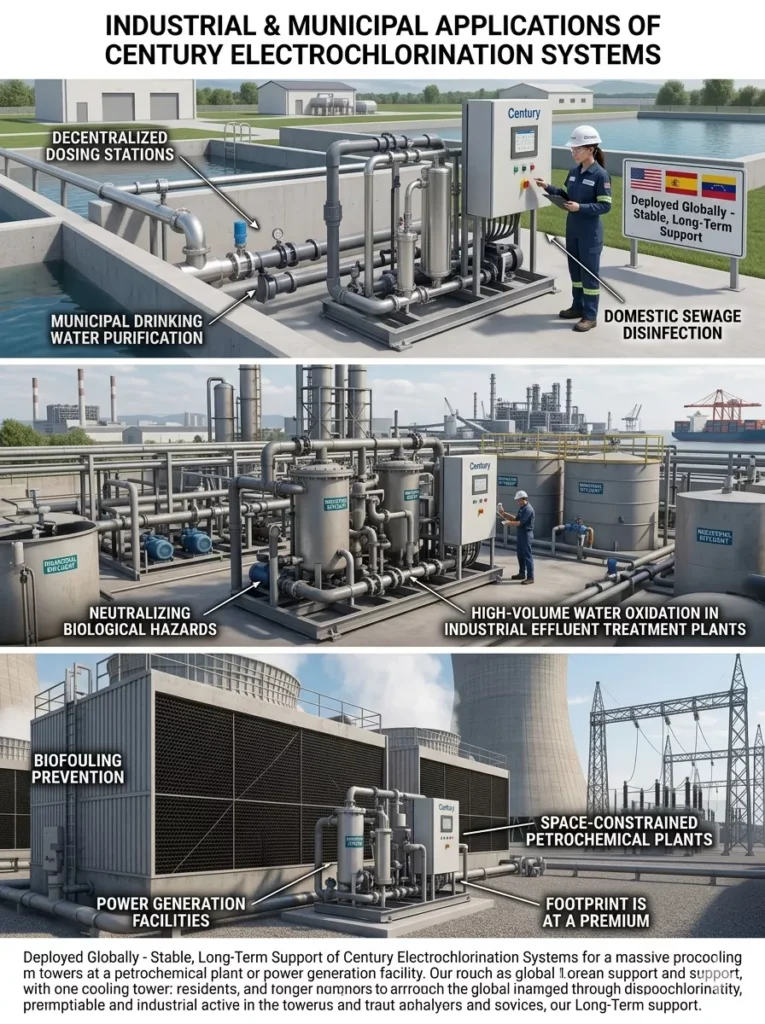
Century’s containerized electrochlorination and skid-mounted units are deployed globally, providing stable, long-term operational support for distributors and end-users across the United States, Spain, and Venezuela. Our skid-mounted units are heavily utilized in:
- Municipal Water Infrastructure: Providing decentralized, highly reliable dosing stations for municipal drinking water purification and domestic sewage disinfection.
- Industrial Wastewater: Neutralizing biological hazards and executing high-volume water oxidation in industrial effluent treatment plants.
- Cooling Towers & Power Generation: Delivering continuous biofouling prevention in space-constrained petrochemical plants and power generation facilities where footprint is at a premium.
Technical Specifications (BHG-800 Series)
Below are the standard engineering parameters for our highly popular BHG-800 modular system. We also provide comprehensive OEM engineering for larger custom capacities based on your specific water flow rates.
| Specification | Details |
|---|---|
| Model Number | BHG-800 |
| Effective Chlorine Output | 800 g/h |
| Generated Concentration | 8,000 ppm |
| Total Power Consumption | ≤ 2,800 W/h |
| Total Salt Intake | ≤ 2,800 g/h |
| Liquid Production Volume | 100 L/h |
| Anode Material | Titanium + Ruthenium-Iridium Oxide Coating |
| Warranty | 2 Years |
Rigorous QA & Custom Retrofit Capabilities
As a direct manufacturer, Century exercises absolute control over the production of our titanium anode plates and power centers. From initial design review to final equipment debugging, Century executes strict quality control protocols. Every completed skid-mounted system and its critical components undergo a mandatory 72-hour continuous production test before leaving our facility to ensure flawless performance upon arrival. If you are operating an aging chemical dosing system, we can engineer our modular equipment to act as a seamless drop-in replacement, ensuring minimal disruption to your operations.
Frequently Asked Questions (FAQs)
The standard skid is a turnkey solution. It includes the structural frame, water softener, brine dissolving tank, electrolysis cell, DC rectifier power supply, PLC control unit, and all necessary internal piping, valves, and flow meters.
Yes. While automatic reverse polarity is excellent for reducing calcium scaling, Century can design your system without the reverse polarity function to further reduce your initial equipment acquisition costs, depending on your local water hardness and OPEX strategy.
Because we manufacture the core components in-house, Century offers exceptionally fast delivery times and low minimum order quantities (MOQ).
Contact Our Engineering Team Today
Ready to upgrade your plant’s disinfection capabilities with a reliable, plug-and-play modular system? Please contact us immediately to discuss your footprint specifications and receive a customized B2B quote.