The Science of Electrochlorination: An Engineering Guide to MMO Titanium Anodes in Water Treatment
On-site electrochlorination has emerged as a cornerstone technology in modern water treatment. Offering distinct advantages in safety, operational efficiency, and environmental compliance, it is widely utilized across diverse infrastructure, from commercial aquatic facilities to municipal waterworks. At the absolute center of this technological paradigm shift is the evolution of anode materials. Legacy graphite and lead-dioxide anodes have been systematically phased out, replaced by advanced titanium-based electrocatalysis as the global industry standard.
Graphite anodes suffer from notoriously short operational lifespans, requiring frequent maintenance intervals and replacement shutdowns, particularly when processing hard water high in calcium. Lead anodes, on the other hand, carry severe heavy-metal leaching risks, failing to meet modern environmental safety guidelines. In contrast, a pure titanium substrate combined with a mixed metal oxide anode coating delivers exceptional corrosion resistance, superior electrochemical efficiency, and an extended service life. This hardware composition ensures a continuous, stable output of highly active sodium hypochlorite without secondary contamination risks. This material upgrade is the exact catalyst driving the adoption of on-site electrochlorination, establishing the mmo titanium anode as a critical component in industrial water treatment engineering.
Decoding the Technology: What Exactly is a Mixed Metal Oxide Anode?
An MMO anode is not a solid block of precious metal; rather, it utilizes commercial ASTM Grade 1 or Grade 2 polycrystalline pure titanium as its foundational substrate. Titanium itself possesses exceptional resistance to anodic passivation and electrochemical corrosion. Its mechanical stability ensures that the electrode can withstand severe hydraulic forces inside an electrochlorination cell, providing a rigid structural backbone and a highly conductive base for long-term water treatment operations.Century engineers fabricate these substrates into both solid plates and mesh geometries depending on the flow dynamics required. The true catalytic performance originates from the micro-mesh layer of noble metal oxides—predominantly ruthenium and iridium—thermally sintered onto the titanium surface at high temperatures. Through specialized electrocatalysis, this crystalline coating dramatically lowers the activation energy required for the electrolysis reaction. This allows brine solutions to complete their electrochemical conversion at optimal power efficiency, reducing energy consumption, slowing down electrode wear, and extending operational runtime. This engineering advantage is why MMO stands far ahead of legacy electrode materials.
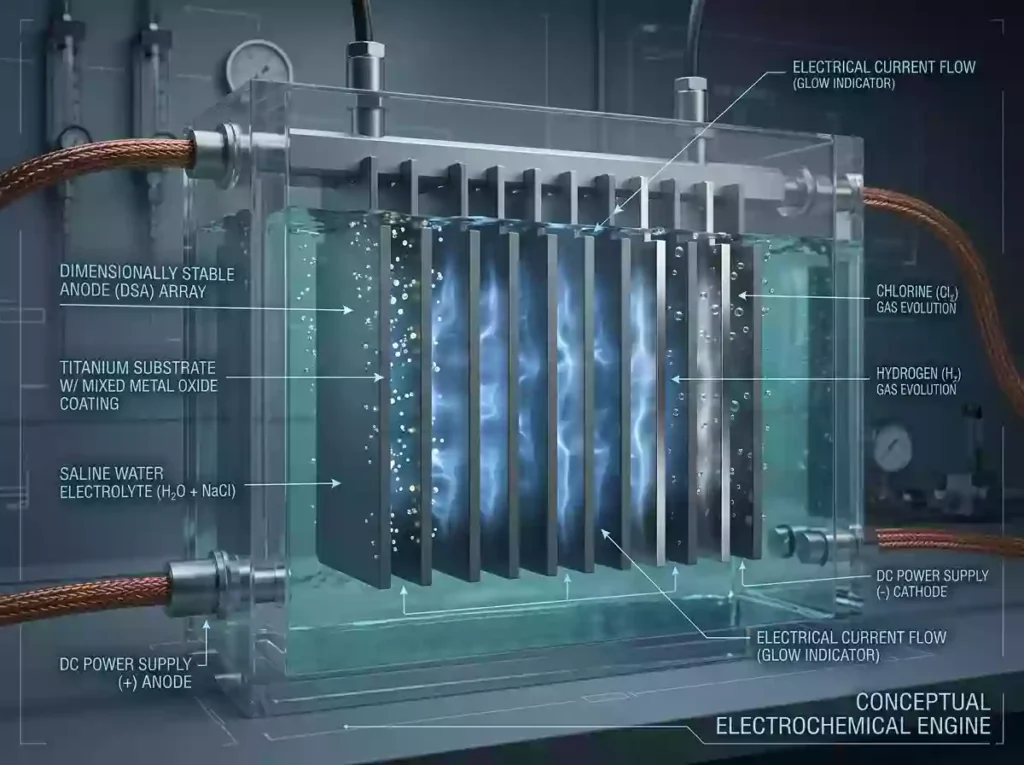
The Electrochemical Engine: How MMO Titanium Anodes Drive Electrochlorination
Within an active disinfection loop, the chlorine evolution reaction represents the foundational electrochemical event. As a low-salinity water stream passes through the electrolysis chamber, the mixed metal oxide coating acts as a highly efficient catalyst. It selectively drives the oxidation of chloride ions ($Cl^-$), converting them into hypochlorous acid (HOCl), the active sanitizing agent. This targeted catalytic pathway minimizes cell voltage requirements, maximizes conversion efficiency, and actively suppresses unwanted parasitic side-reactions, locking in consistent water safety.
Furthermore, these configurations are classified as dimensionally stable anodes (DSA). Throughout their entire operational lifecycle, the structural titanium base experiences zero dissolution or geometric warping, maintaining a perfectly constant inter-electrode gap. This physical stability eliminates voltage fluctuations and erratic current densities, preventing sudden drops in chlorine output. By keeping the electrical parameters uniform, the entire system operates at peak thermodynamic efficiency over thousands of duty cycles.
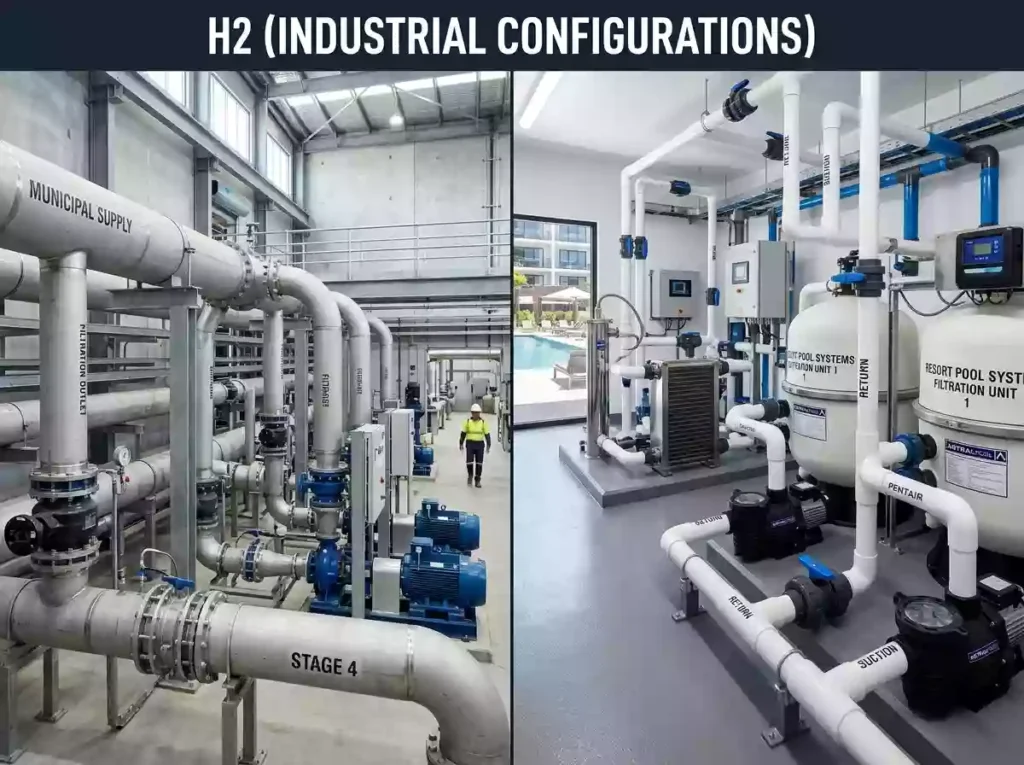
Industrial Configurations: MMO Electrodes in Municipal Waterworks and Commercial Pools
The design parameters for a titanium electrode for water treatment diverge sharply when deploying into municipal waterworks versus commercial swimming pools. Municipal drinking water plants prioritize continuous, high-volume duty cycles, demanding an extreme electrode lifespan that typically ranges from 5 to 8 years of uninterrupted service. Furthermore, these applications require strictly leaching-free performance, ensuring absolute zero heavy metal migration into the effluent stream. Every performance metric must comply with strict potable water safety audits to safeguard public health standards.
Commercial pool environments present an entirely different operational challenge. High bather loads accelerate calcium precipitation, meaning equipment must frequently execute a reverse-polarity cycle to achieve automated self-cleaning and descaling. This requires an exceptional interfacial bonding strength between the MMO coating and the titanium substrate. The coating must withstand the repeated electrochemical shocks of current reversal without suffering layer delamination or structural peeling, ensuring continuous chlorine output under erratic operational loads.
Engineering Lifespan: The Critical Role of MMO Coating Thickness and Testing
A common issue among low-tier suppliers is the intentional reduction of precious metal concentrations to artificially lower production costs, which drastically cuts the electrode’s field longevity. In industrial realities, the primary metric dictating the operational life of an MMO anode is the precise mmo coating thickness and the specific noble metal loading per square meter. These two variables govern both the corrosion threshold and the long-term stability of the electrocatalyst.
Reputable manufacturers utilize Accelerated Life Testing (ALT) to validate these longevity baselines under extreme current densities. As a direct source manufacturer, Century eliminates batch inconsistencies by leveraging automated high-temperature thermal sintering lines alongside advanced X-ray fluorescence (XRF) spectroscopy to monitor coating parameters. By systematically auditing the substrate preparation, painting uniformity, and thermal fixation stages, we secure optimal coating thickness and adhesion. This rigorous quality control framework eliminates structural drift and guarantees that our sodium hypochlorite generator parts achieve their full engineered lifecycle.
Conclusion: Optimizing System Longevity with Century’s Electrochemical Department
The MMO titanium anode is the definitive core engine of any electrochlorination system. Its electrochemical efficiency and structural endurance directly dictate the equipment’s uptime, total lifecycle maintenance costs, and overall asset valuation. It is a critical component that demands precision engineering.
Century operates a dedicated electrochemical department, allowing us to move away from generic, mass-market manufacturing and reject the flawed “one-size-fits-all” approach. We analyze our clients’ specific onsite variables—including raw water hardness, operational current densities, and chloride concentration curves—to formulate custom electrode structures and tailored Ruthenium-Iridium loading profiles. This optimization ensures the perfect balance between chlorine output and asset longevity. We welcome global OEM brands and water engineering firms to initiate sample evaluations and technical consultations. Partner with Century to optimize system reliability and secure a superior return on your technology investment.