Professional Guide: How to Acid Wash a Salt Cell Without Damaging the MMO Coating
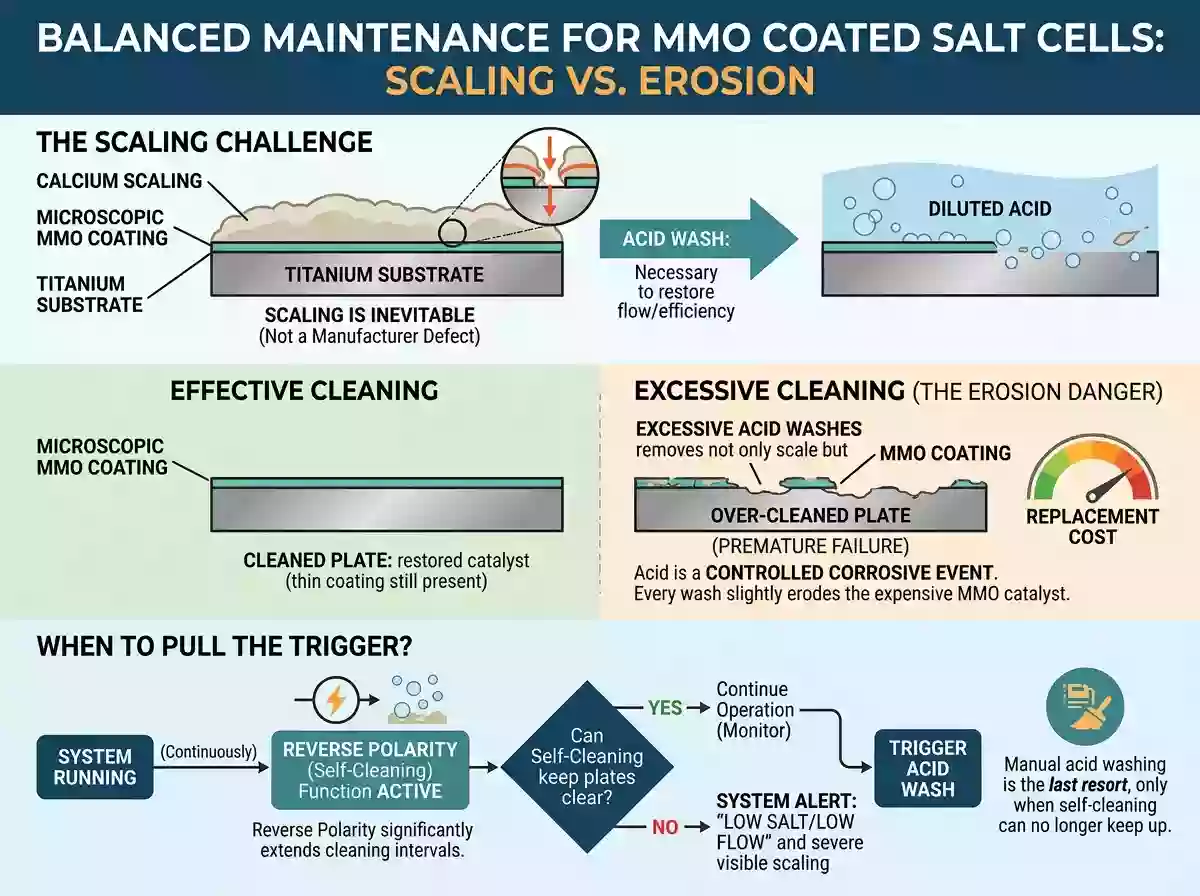
Scaling is an inevitable reality of electrolytic chlorine generation, but it should never be misidentified as a quality defect of the titanium plates. When calcium deposits reach a critical level, an acid wash is necessary.
However, for residential salt cells, more cleaning is not better. Every acid wash is essentially a controlled corrosive event. Even with a diluted solution, the process slightly degrades the precious metal catalyst. Because the MMO coating is microscopic and extremely expensive, excessive cleaning will lead to premature failure and unnecessary costs.
When should you pull the trigger on an acid wash? Only when the system’s Reverse Polarity (self-cleaning) function can no longer keep up. Self-cleaning cycles are designed to significantly extend the interval between manual cleanings, not to replace them entirely.
The “Last Resort” Philosophy: When Should You Actually Acid Wash?
It is vital to understand that acid washing is a “last resort” corrective action, not routine maintenance. Routine prevention relies on Reverse Polarity. If your control panel lacks this feature, manual polarity reversal must be performed at set intervals.
- Distinguishing Scale from Failure: True calcium scaling appears as hard, white, crusty deposits on the electrodes. Conversely, the natural wear of a ruthenium-iridium coating manifests as a uniform darkening or thinning of the surface without hard buildup. This is normal aging, not a scaling fault.
- The Visual Standard: Visual inspection is the primary diagnostic tool. If you disassemble the unit and find no obvious hard white deposits, an acid wash is strictly prohibited. Washing a clean cell unnecessarily strips the noble metals and shortens the salt cell lifespan.
Identify the Real Culprit: Often, control panel errors or low chlorine output are caused by low salinity or insufficient flow, rather than scaling. Always verify salt levels and flow rates before subjecting the electrolytic cell to an acid bath.
Step-by-Step Guide: How to Acid Wash a Salt Cell Safely
Preparation & Safety: The Muriatic Acid Pool Salt Cell Ratio
1. Equipment Checklist
To ensure a safe and compliant operation, gather the following:
- 31.4% Muriatic Acid: Specifically formulated for pool use to balance cleaning power with coating protection.
- Professional PPE: Acid-resistant clothing, neoprene or nitrile gloves, and wrap-around chemical splash goggles.
- Cleaning Cap: A specialized tool to seal the cell ends, preventing leaks and protecting the external terminals.
2. The Core Safety Protocol: The “AAA Rule”
The “AAA Rule” (Always Add Acid to water) is the foundation of acid-washing safety. Never add water to acid. Mixing water into concentrated acid can trigger a violent, exothermic reaction, leading to explosive splashing and severe chemical burns. Adding acid to water allows heat to dissipate safely.
3. Understanding the Ratios
- 4:1 Ratio (4 parts water, 1 part acid): Best for moderate to heavy calcium carbonate scaling.
- 5:1 Ratio (5 parts water, 1 part acid): Ideal for light scaling. This milder solution is far gentler on the MMO coating and is preferred for extending the electrolytic cell maintenance cycle. Never exceed these concentrations.
The Step-by-Step Cleaning Process for Field Technicians
1. Power Down and Disassembly
Disconnect all power to the salt chlorinator and tag the plug to prevent accidental activation. Close the circulation valves and remove the titanium plates from the housing. Use a clean cloth to wipe down the exterior, handling the plates with extreme care to avoid mechanical impact.
2. The Immersion Detail
Pour your diluted solution into a plastic container (or use a dedicated cleaning stand). Submerge the plates, ensuring the acid level only covers the metal plates. Absolutely do not submerge the electrical terminals. These components are susceptible to corrosion, which causes high resistance and system failure.
3. Time Management
Immersion typically takes 10–15 minutes. You will observe effervescence (bubbling) as the acid reacts with the calcium. Once the bubbling stops, the reaction is complete. Remove the plates immediately. If scale remains, the acid is likely spent; replace it with a fresh batch rather than leaving the plates in a dead solution. Excessive soaking is the leading cause of damaged salt cell plates.
Why Abrasive Cleaning is the Enemy of MMO Coatings
It is strictly forbidden to use screwdrivers, metal brushes, or any abrasive tools to scrape the MMO coating. Because the coating thickness is measured in microns, physical contact can easily strip or gouge the catalyst.
Mechanical damage creates “Current Concentration” points. When the coating is unevenly worn or scratched, the current density exceeds the design parameters at those specific spots, leading to rapid localized breakdown and a catastrophic drop in the cell’s operational life.
Post-Wash Maintenance: Neutralization and Prevention
1. Waste Acid Neutralization
Spent acid remains highly corrosive. Slowly add Soda Ash (Sodium Carbonate) to the waste liquid while stirring. Continue until the bubbling stops, indicating the solution has reached a neutral pH. Only then can it be disposed of according to local environmental regulations.
2. Preventing Future Scaling
To reduce the frequency of manual cleanings, consider adding a Scale Inhibitor to the pool water. These sequestering agents prevent calcium and magnesium from crystallizing on the electrode surfaces, protecting the coating and maintaining efficiency.
3. The Restart Checklist
Before reconnecting power, verify three things:
- Rinse: Flush the plates thoroughly with fresh water to remove all acid residue.
- Dry Terminals: Ensure electrical connections are dry and corrosion-free.
- Water Balance: Confirm salinity is within range and valves are open.
The Century Manufacturing Edge: Superior Coating Adhesion
At Century, we believe the best way to handle an acid wash is to build a cell that can withstand it. Our manufacturing process utilizes advanced sandblasting to increase the surface roughness of the titanium substrate, followed by multiple, precise layers of thermal decomposition coating.
This ensures an industry-leading bond between the MMO and the titanium. We subject every batch to accelerated life testing to ensure our products thrive in the harshest commercial environments. When you choose Century, you aren’t just buying a cell; you are investing in durability.